CFS® solutions address new environmental issues in architecture, construction and civil engineering, public infrastructure and equipment (urban furniture), OEM manufacturers, architects, real estate and hospitality.
TechnoCarbon’s comprehensive skillset provide for adequate composite material solutions to be delivered to customers and prospects, according to their needs at the best quality/price ratio.
Multi-tasks
Thanks to its technology, TechnoCarbon offers products in Pierre-Carbone (CFS): semi-finished in the form of thin and thick sheets, walls, beams, building elements, pipes and other parts for equipment.
Functional
Pierre-Carbone (CFS) is perfectly adapted to the needs of the civil engineering, construction, energy, aerospace, defence and design sectors.
Since it does not use any rarefied natural resources such as fresh water or sand, it offers many economic, technical and environmental benefits.
Composition
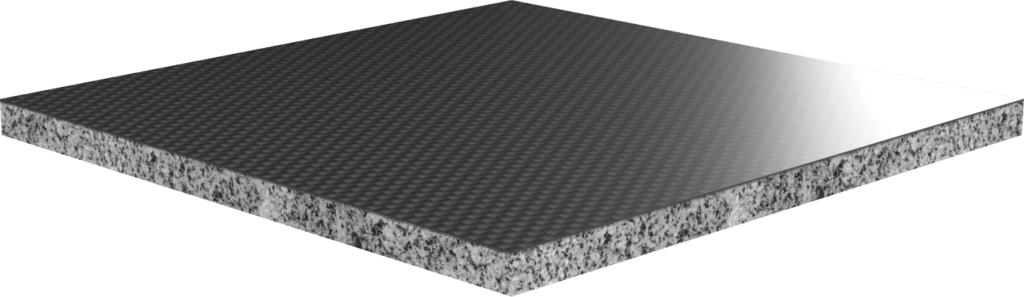
Pierre-Carbone (CFS) is a stone – carbon fibre layered composite material. It is cured at relatively low temperature compared to other materials such as metals or cement, thereby enabling substantial manufacturing energy savings. The stone can be replaced by other minerals (glass, ceramics, recycled materials) allowing, in the long term, to create new products that are more economical or even more sustainable.
It is a family of composite materials whose manufacture has a carbon footprint 90% lower than that of conventional materials.
Carbon fibre
Developed in the 1950s and 1960s in Japan and the United States, carbon fibre has extraordinary physical properties: light, resistant and rustproof.
Until recently, its high cost has limited its use to aerospace and military applications.
Combining this cutting-edge material with stone offers industrial companies product solutions tailored to the current environmental context and its impact on sectors that emit high levels of CO2.
The benefits of Pierre-Carbone
In production
An extraction cost of the necessary raw materials equal to or lower than that of cement or steel.
Natural stone
= ultra-low GHG emissions
Increased resistance to traction, compression, shear, cracking, high and low temperatures, corrosion, fire...
In use
Low density and slim structures
Reduced risk, time and energy required for handling, storage, delivery and installation.
Mechanical resistance equivalent to that of metals while being lighter.
Durability, insensitivity to corrosion and chemical agents, ease and speed of installation, reduced technical constraints.
Excellent longevity
Slow decay
Fully and easily recyclable at the end of life by separating the carbon fiber and the stone.
Industrial process
Pierre-Carbone is made by assembling two types of high quality materials: carbon fiber and stone, which represent 99% of its composition.
Zero waste, CO2, fine particles, use of sand, economical use of fresh water.
Production
Extraction hydraulique de blocs de pierre en carrière
Factory Cutting
in plates of 1 to 4 cm.
Thermal Cycles
Low flatness tolerance / high cutting standards
Carbon fiber and stone assembly (patented processes)
Finishes according to destinations and applications
Intellectual property
TechnoCarbon is at the forefront of innovation and has protected its technologies and manufacturing secrets through multiple patents registered with EPO or INPI.
The Research & Development aspect being a cardinal value of the company, some of them are still kept secret.
Contact Us by email
Technocarbon Newsletter
Get the latest news from TechnoCarbon. Stay on top of our fundraising campaigns. Follow the development of TechnoCarbon and the rise of our disruptive Low Carbon Technologies.